Optics for Laser Driven Nuclear Fusion

On December 5, 2022, the 192 beams of the National Ignition Facility (NIF) (Fig. 1) at Lawrence Livermore National Laboratory delivered 2.05 megajoules of ultraviolet laser light into a tiny holhraum roughly the size of a pencil eraser (Fig. 2). The resulting inertial confinement fusion reaction yielded 3.15 MJ, the first time in history that a controlled laboratory fusion reaction returned more energy than the laser energy delivered to the target.

Figure 1. The National Ignition Facility, located at Lawrence Livermore National Laboratory. Source: Wikipedia.org. |
Figure 2. A cryogenically cooled deuterium-tritium fuel capsule used in NIF fusion experiments. Credit: Lawrence Livermore National Laboratory. |

Six decades of scientific effort had culminated in a single experiment lasting less than a billionth of a second. NIF did not stop there. The ignition result was reproduced and then improved upon. By July 2023, a follow-on shot produced 3.88 MJ from the same 2.05 MJ laser input. By February 2024, an experiment yielded 5.2 MJ from 2.2 MJ of laser energy. And in April 2025, NIF set its current record: 8.6 MJ of fusion energy from 2.08 MJ of laser input, a target gain exceeding four.
NIF has now achieved ignition eight times, with each campaign refining target design, laser symmetry, and capsule quality. These results have transformed the question facing the fusion community. The physics of ignition is no longer in doubt. What remains is a set of formidable engineering challenges, among which the durability of laser optics is one of the most demanding and most consequential.
Last month at SPIE Photonics Europe, we sat down with Colin M. Harthcock, a researcher at Lawrence Livermore National Laboratory whose work spans both the National Ignition Facility and directed-energy programs, to understand where those optical limits lie and what it will take to push past them.
Inside NIF: A Laser System Built Around Its Optics
National Ignition Facility is the world’s largest laser system. Its 192 beamlines, grouped into 24 bundles of eight, amplify a seed pulse from a single nanojoule source by more than a quadrillion times, ultimately delivering over 2 MJ of ultraviolet light to the target chamber center in about five microseconds. The complete optical path from source to target is approximately 1,500 meters per beam (Fig. 2).
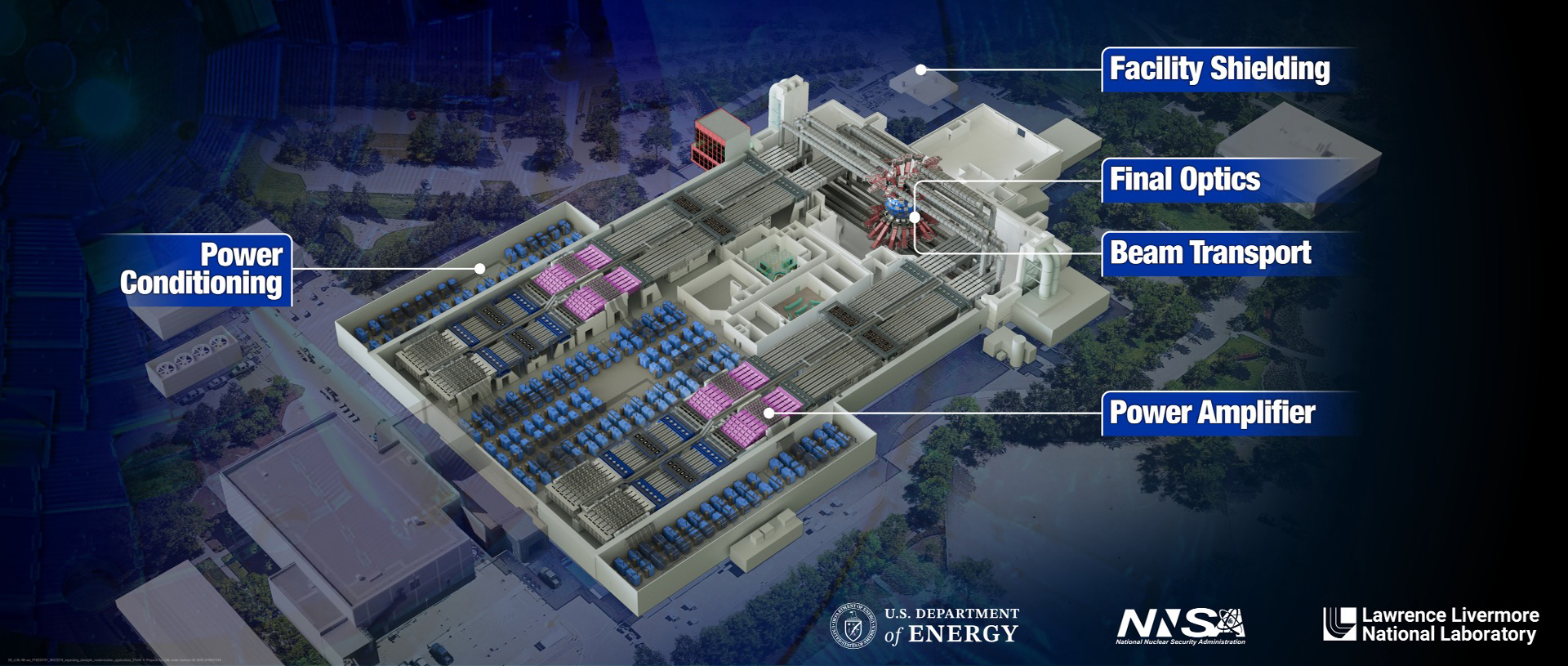
Figure 2. National Ignition Facility cross section. (credit: Lawrence Livermore National Laboratory https://lasers.llnl.gov/)
Architecture and wavelength
The NIF laser operates at the fundamental wavelength of neodymium-doped phosphate glass, 1053 nm (infrared, 1-omega). Each beamline passes through a final optics assembly where the pulse undergoes frequency conversion to the third harmonic at 351 nm (ultraviolet, 3-omega) before entering the target chamber. This conversion step is not optional. UV light couples far more efficiently to the fusion target plasma than infrared: the short wavelength suppresses laser-plasma instabilities that would otherwise scatter energy away from the capsule before implosion. At the design specification, NIF delivers 1.8 MJ at 500 TW at 351 nm. In recent ignition experiments, the delivered energy has exceeded 2.2 MJ.
UV is the only wavelength that has been shown to drive the fusion reaction in a controlled laboratory setting for laser driven fusion so far. Every coherent argument that I have seen has been 351 nm or lower wavelength.
Colin says. This places the entire downstream optical train in a photon-energy regime that is intrinsically more damaging to coating materials than infrared. Every mirror, every anti-reflective surface, every frequency-conversion crystal in the beam path must withstand fluences that approach or exceed the intrinsic damage limits of the best available coatings.
The optics challenge at NIF scale
More than 7,500 large-aperture optical components populate NIF’s beamlines. A critical enabling technology for the ignition campaign was a new fused-silica debris-shield design processed through the Advanced Mitigation Process (AMP), which improved damage resistance sufficiently to allow delivery of the higher energies required for ignition. Without that optics improvement, the December 2022 result would not have been achievable. Colin described this relationship between optics capability and achievable laser energy:
We could never have gotten it with low energies. We have a massive team pushing energies forward, making sure we can deliver really, really high energy but also symmetric energy to the target. That was massively important for getting high implosion symmetry.
This illustrates the central constraint in large-laser fusion physics: achievable performance is bounded by the damage threshold of the optical components in the beam path. To increase energy, you must first improve the optics.
The Engineering Gap: From NIF to a Fusion Power Plant
| NIF demonstrates that ignition is physically achievable. A commercially operating Inertial Fusion Energy (IFE) power plant requires that ignition be achieved repeatedly, efficiently, and affordably at a rate sufficient to generate continuous electrical output. The gap between these two regimes is not incremental. It represents a qualitative change in how every subsystem, including optics, must be designed and operated. NIF fires approximately once per day. An IFE power plant requires a shot rate of 10 Hz, continuously, for the operational lifetime of the facility. European IFE roadmap documents specify driver requirements of approximately 10 kJ per beamline at the target, 10 Hz repetition rate, and wall-plug efficiency above 10% as minimum thresholds for economic viability. Colin drew the contrast between the two operating models clearly: | 
Dr. Colin M. Harthcock, Group Lead at Lawrence Livermore National Laboratory |
Lasers like NIF can live in a growth regime. They can shoot a laser, go down there and say: okay, we damaged something, let’s pull it out and do an exchange for tomorrow’s shot. The next generation lasers at 10 hertz just cannot do that. We need to be able to operate at 10 hertz forever.
At 10 Hz, there is no inspection window between shots. Optics must be capable of surviving their full design lifetime without individual attention. Any component that degrades, thermally lenses, or fails catastrophically interrupts the shot sequence. Unscheduled downtime is economically incompatible with baseload power generation. NIF’s current record target gain of 4.13 (8.6 MJ from 2.08 MJ laser input) is scientifically remarkable. Yet, it is not sufficient for an economical power plant. The laser system that delivers 2 MJ to the target requires approximately 300-400 MJ of wall-plug energy to operate. IFE economics require target gains in the range of 30 to 100, along with high laser wall-plug efficiency and a capable tritium-breeding blanket. The largest single capital cost in a diode-pumped solid-state IFE driver laser is the cost of the laser diodes. Colin identified this as the primary economic bottleneck:
Price of diodes. Price of diodes, always price of diodes. We absolutely have to drive the cost down. That is an absolute must. Gain media is also a massive cost lever. The gain media we have in the NIF laser required a massive undertaking to manufacture.
Nd: glass (Fig. 3), which powers NIF, cannot be operated at 10 Hz without active cooling that has never been demonstrated at NIF aperture. Alternative gain media that support higher repetition rates may not be manufacturable at the required scale. These constraints make optical throughput a direct economic variable: every tenth of a percent of absorption or scatter loss in the beam path reduces wall-plug-to-target efficiency and worsens the already challenging economic case for IFE.
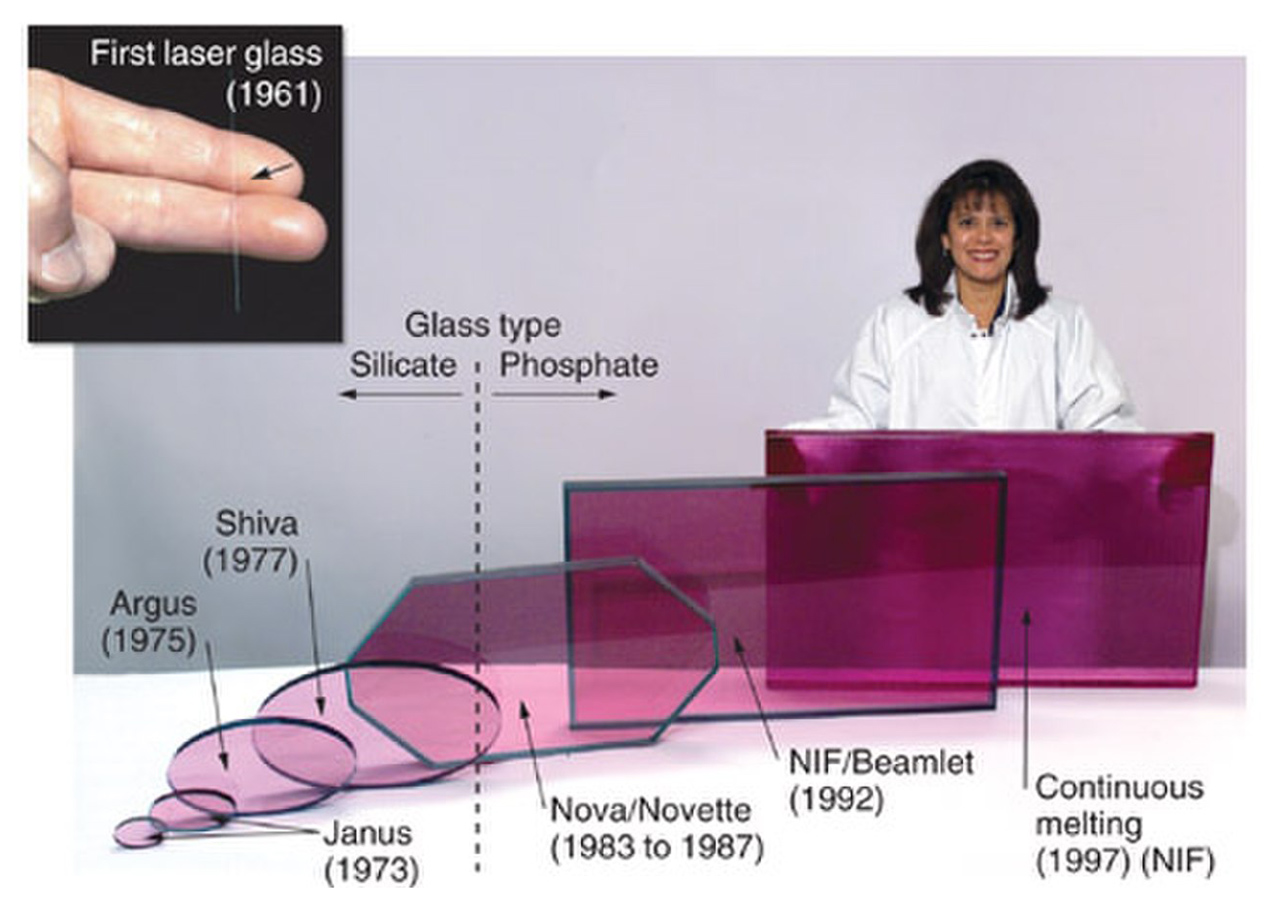
Figure 3. Development of neodymium-doped laser glass at LLNL. (Source: Wikipedia.org) |
Why 10 Hz Changes Everything for Optical Coatings
Fatigue as the dominant failure mode
In a single-shot or low-repetition-rate laser, optical damage is primarily catastrophic: a fluence event exceeds the material’s damage threshold, and a visible damage site appears. This is the failure mode that LIDT measurements characterize and that NIF’s inspection-and-replace maintenance model addresses. At 10 Hz, a second and more insidious failure mode dominates: fatigue. Fatigue is a progressive reduction in LIDT that accumulates over millions or billions of pulses, at fluences well below the single-shot damage threshold. Colin emphasized that this distinction matters fundamentally, not just operationally:
Fatigue is a massive important thing for us all to understand. Is it damage that just hasn’t shown itself yet? Or is it actually fatiguing, is there something fundamentally different about what is happening to the coating? I believe it is the latter and not the former.
In UV-irradiated hafnia-based coatings, the dominant fatigue mechanism is absorption growth: sub-bandgap defect states, initially present at low density, progressively generate additional trap states under repeated UV irradiation. These states absorb photons that a defect-free coating would transmit or reflect, increasing the local thermal load per pulse and accelerating further degradation. At UV wavelengths relevant to IFE, this process is compounded by a photochemical mechanism in fused silica substrates. Under prolonged UV irradiation, fused silica progressively expels oxygen, transitioning from stoichiometric SiO2 toward a sub-stoichiometric silicate that absorbs at UV wavelengths. This has been experimentally observed in the gigashot regime at Lawrence Livermore.
Nodular defects and field enhancement
Nodular defects represent the lowest-fluence damage precursor across all wavelengths and are structurally distinct from the diffuse trapped-gas problem. A nodule is a particle incorporated during deposition that disrupts the local electric field distribution. Electromagnetic simulation shows a local field amplification of 20 to 30 times at 1064 nm in the vicinity of nodular defects, with substantially higher amplification in the UV, where shorter-wavelength fields interact more strongly with microstructural features. Colin framed the nodule problem as something the field must learn to engineer around rather than eliminate:
Nodules are usually the lowest fluence precursor. No matter how clean you are, there will always be a cleanliness issue. We have been trying to work against the defect for 40 years. How do we work with it instead? Perhaps by developing designs that accommodate nodular defects, we could lower the field at a nodule site rather than increase it.
Thermal management and blistering at high average power
As repetition rate increases, the average power deposited in each coating rises proportionally. Even a 1-ppm absorbing coating receives 1,000 times the average thermal input at 10 Hz compared to NIF’s operating cadence. The cumulative thermal load eventually produces a failure mode not common in single-shot regimes: blistering. Blistering occurs when subsurface gas migrates to a localized site and accumulates until the overlying film delaminates. Colin described the physical picture:
Almost every single blister we have has a little vent hole. This tells me that the gases are starting to move as you get to higher temperatures, congregating into one location and then venting out. If you have a blister, as the light comes in it creates a little micro-cavity – and that is going to cause all kinds of issues with your LIDT.
In argon-processed hafnia films, blistering onset occurs at annealing temperatures around 400 to 450 degrees Celsius, setting a practical ceiling on both post-deposition thermal treatment and on sustained average irradiance in service. Harthcock confirmed that thermal management is now co-equal with peak fluence as a design constraint: as average powers increase, pre-conditioning defects out of the coating before deployment becomes the most direct mitigation path.
Coating Solutions for IFE-Grade Optical Lifetime
Ion beam sputtering: the necessary platform
Among available deposition technologies, ion beam sputtering (IBS) occupies a unique position for high-performance laser optics across the UV and NIR spectral ranges. Its spatial separation of the ion source and substrate allows deposition in high vacuum without the plasma-substrate interactions inherent in magnetron sputtering. The resulting films feature near-bulk density and surface roughness limited by the substrate rather than the deposition process. At near-infrared wavelengths, where IBS performs best, absorption can be as low as 1 ppm. At IFE driver power levels and repetition rates, IBS is the only viable deposition technology for long-lifetime mirrors across the full wavelength range of a fusion driver laser.
OPTOMAN operates one of the largest IBS chambers currently in use for precision laser optics, with a substrate capacity of up to 500 mm in diameter. The chamber infrastructure, combined with strict cleanliness protocols throughout the manufacturing chain, reduces nodular defect density to levels unattainable with alternative methods.
Defect detection as a manufacturing discipline
Process optimization reduces defect density but does not eliminate it. Internal testing at OPTOMAN has shown that a single high-absorption defect site can reduce LIDT by more than 40% relative to a clean area of the same coating. At beam diameters of 10 to 40 cm, typical of IFE and directed-energy applications, the probability that a critical defect falls within the clear aperture is non-negligible, making full-aperture inspection necessary.
To address this, OPTOMAN has integrated the ARGOS matrix automated inspection system into its post-coating quality assurance workflow. The system combines dark-field imaging with machine learning to detect and classify surface and near-surface defects, scratches, digs, nodules, particles, and contamination, down to 1 µm feature size across the full clear aperture, producing spatially resolved defect maps and grade histograms for every component. Correlation measurements have confirmed that all observed raster-scan damage sites corresponded to locations flagged in the ARGOS defect map.
Notably, the largest detected defect was not the first to induce damage: the two damage sites driven by absorption correlated with localized absorption peaks above 100 ppm rather than with gross defect size. This confirms that nodular and particulate defects act as both absorption centers and micro-lenses, initiating damage well below the bulk coating threshold, and that defect size alone is an incomplete predictor of damage risk. ARGOS data feeds back into process control and quality control, enabling statistical tracking of defect frequency across coating runs to catch process drift before failure rates increase. Read more in our whitepaper written in collaboration with DIOPTIC, “Surface Quality Control for Maximizing LIDT in High-Power Laser Optics”.
OPTOMAN Capabilities for IFE and High-Power Applications

Non-degrading UV Optics
The primary application is UV high reflectors for IFE driver lasers operating at 351 nm or excimer wavelengths around 248 nm. At these wavelengths, a failure mode distinct from single-shot catastrophic damage becomes the dominant lifetime constraint: the fatigue-induced color change effect. This is a progressive reduction in LIDT that accumulates under prolonged UV irradiation at fluences well below the single-shot damage threshold. The UV portion of the spectrum is particularly aggressive in this regard, as photon energies are sufficient to drive incremental absorption in the coating, gradually degrading optical performance until the component becomes unusable.
This failure mode is frequently underestimated, because the optic never experiences a visible catastrophic damage event. Its performance gradually degrades until it no longer meets system requirements. The practical consequences are significant. A laser system using standard UV mirrors can experience unplanned downtime after as little as 2,000 hours of operation, and the problem may not be diagnosed until after delivery to the customer. In such cases, the repair costs, covering parts replacement, technician travel, and system recalibration, routinely exceed €10,000 per incident, none of which would have been necessary had non-degrading optics been specified from the outset.
OPTOMAN developed non-degrading UV mirror technology specifically to eliminate this failure mode. IBS-coated HR and HR+HT optics at 257–343 nm for femtosecond laser pulses maintain consistent spectral performance and high LIDT after more than 10,000 hours of laser irradiation, with no color change observed. Figure 1 shows the characteristic damage-measurement curve for an HR+HT coating produced with this technology, demonstrating stable fluence tolerance without the downward trend typical of fatigue-limited optics.
a)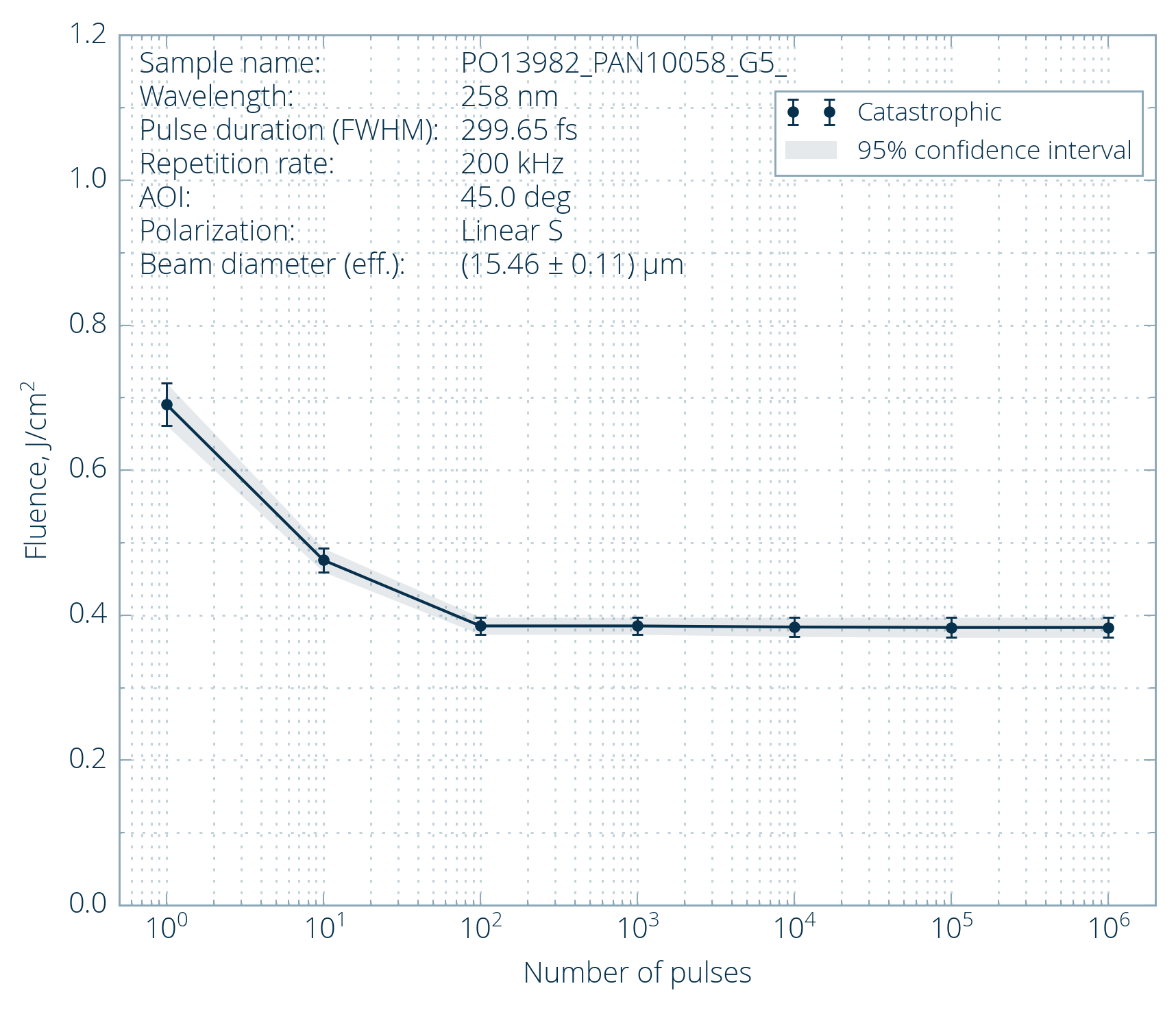 |
|
b)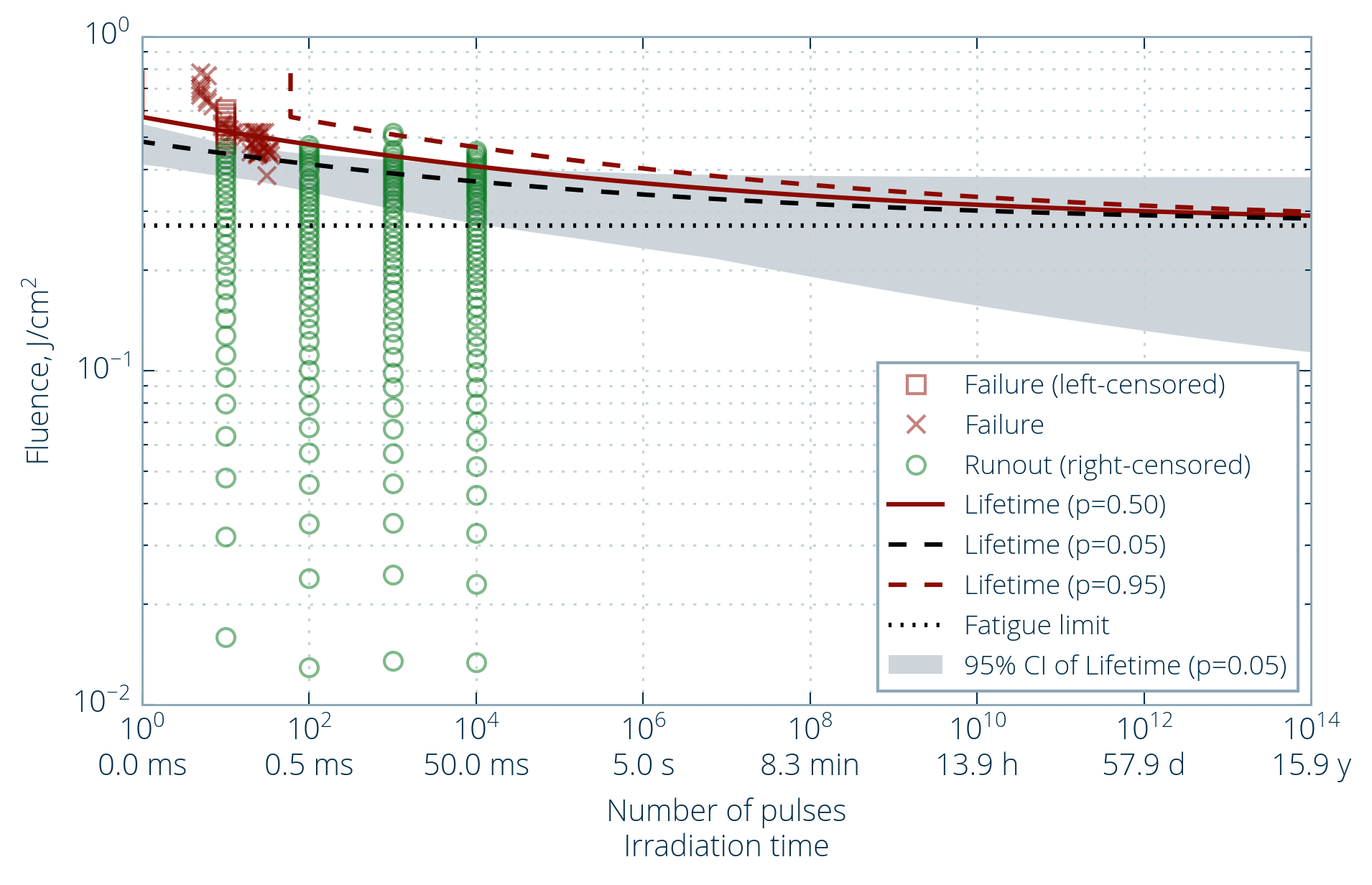 |
Figure 4. Characteristic damage measurement curve of a highly reflective 258 nm coating with non-degrading technology (a); Lifetime measurements were performed at LIDARIS to prove the “non-degrading” statement. According to the measurements, OPTOMAN Ultrafast UV mirrors can withstand 0.35 J/cm² laser fluence with no color change after prolonged exposure to ultrafast laser irradiation (b).
Lifetime measurements performed at LIDARIS confirm that these mirrors withstand 0.35 J/cm² laser fluence with no degradation after prolonged ultrafast irradiation. As shown in Figure 4b, the lifetime extrapolation curve remains stable well into the gigashot regime, with the confidence interval bounded well above the fatigue limit across the full irradiation time range tested. Beyond LIDT stability, the technology also improves the coating’s thermal conductivity, which is directly relevant to sustained average-power operation at IFE repetition rates.
For IFE driver lasers operating continuously at 10 Hz without a maintenance window, this fatigue resistance is not a secondary specification. It is a baseline requirement. The non-degrading UV mirror technology translates directly into lower maintenance costs, reduced downtime, longer component lifespan, and lower total cost of ownership across the system. The work was recognized with the Laser World of Photonics Innovation Award. Read more in our “Non-Degrading UV Mirrors” whitepaper.
NIR optics for pump and frequency conversion stages
While UV mirrors handle the final delivery of energy to the target, the upstream stages of an IFE laser operate at near-infrared wavelengths. Nd: glass and diode-pumped solid-state gain media emit at 1053 nm, and the frequency conversion crystals that generate 3-omega light from the fundamental require high-quality NIR mirrors throughout the amplifier chain. These components must handle high average power at 10 Hz with the same reliability demanded of the UV final optics. At NIR wavelengths, IBS coatings deliver their strongest absorption performance. As shown in Figure 7, longitudinal photothermal absorption measurements of OPTOMAN’s 1070 nm high reflector show surface absorption values of 0.123 ppm and 0.118 ppm at the two measured sites, well below 1 ppm across the full scan.
a)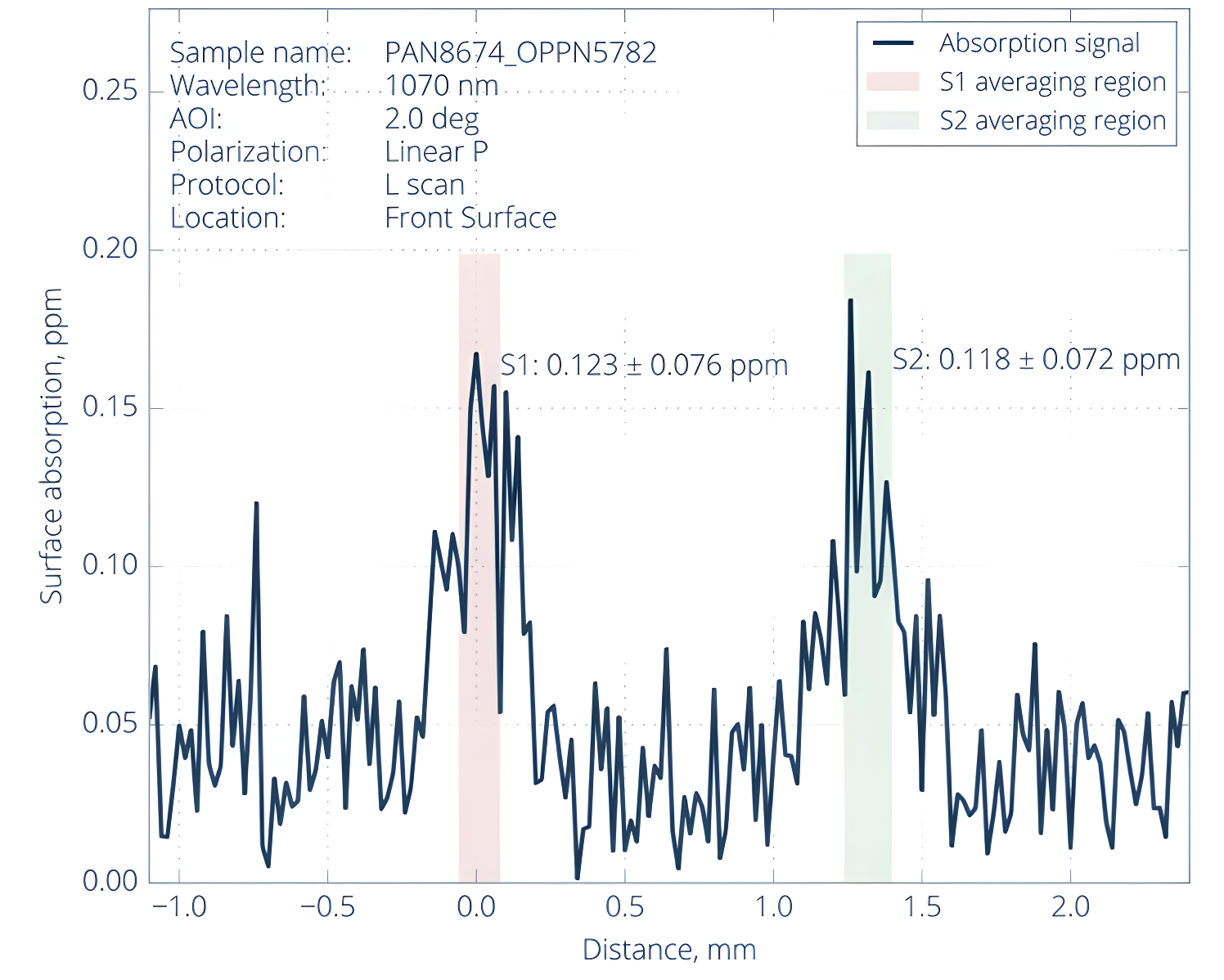 |
b)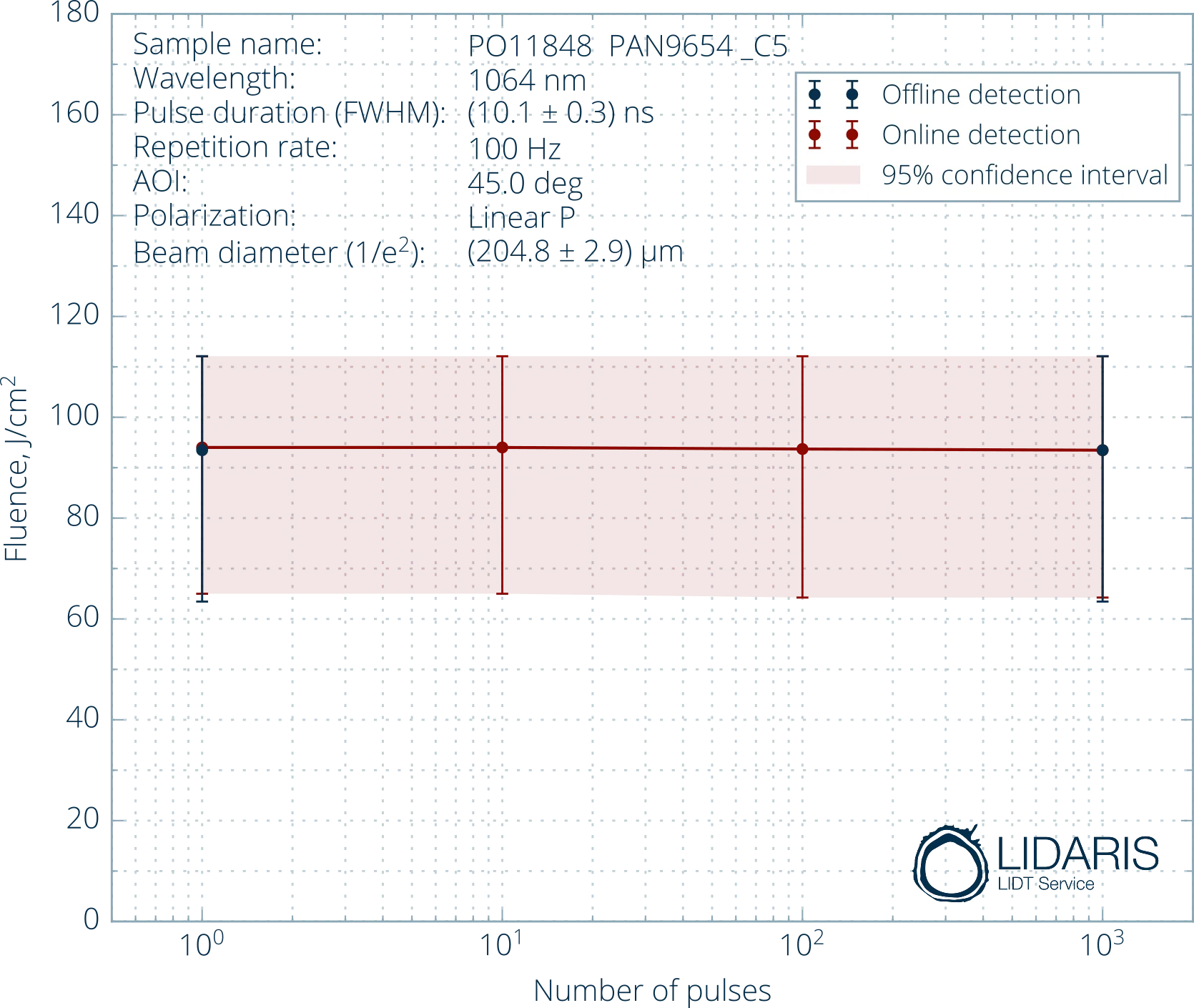 |
Figure 5. Longitudinal absorption measurement of a 1070 nm anti-reflective OPTOMAN mirror (a); Characteristic damage curve for an OPTOMAN 1064 nm high reflector (b).
Resistance to pulse-induced fatigue is equally important at NIR wavelengths. Figure 7 shows the characteristic damage curve for an OPTOMAN 1064 nm high reflector tested at a 45-degree angle of incidence and 10.1 ns pulse duration. The LIDT remains stable at approximately 93 J/cm² from 1-on-1 through 10³-on-1 testing, with no downward trend across accumulated pulses. This flat response confirms that the coating does not fatigue under repeated nanosecond irradiation, a direct requirement for mirrors operating at 10 Hz in an IFE driver chain over billions of shots. At the average power levels accumulated over billions of shots in a continuous IFE driver, this level of absorption control directly determines the thermal load on each mirror, the degree of thermally induced wavefront distortion, and ultimately the symmetry of energy delivered to the target.
Conclusion
NIF has now achieved fusion ignition eight times, most recently producing 8.6 MJ from 2.08 MJ of laser input. What remains to be achieved for wall-plug efficiency is an engineering problem, and optics are at its center. The transition from NIF’s inspection-and-replace cadence to continuous 10 Hz operation demands coatings that do not degrade, fatigue, or require a maintenance window. Ion Beam Sputtering coating process, automated defect inspection, non-degrading UV mirror technology, and so many other engineering know-hows are OPTOMAN’s answers to that requirement, developed with an understanding of where the real constraints lie, informed in part by the researchers at Lawrence Livermore who are defining them. These are the problems that next-generation internal fusion-energy optics must solve, and they are the problems that OPTOMAN’s IBS platform has been developed to address.
Colin M. Harthcock presented his research on xenon-based IBS processing and UV coating damage thresholds at SPIE Optical Systems Design last month. Read more in his research paper “Impact of high-temperature annealing on hafnia-silica composite coatings deposited via ion beam sputtering for high-peak power 1064 nm lasers”.
Partner with OPTOMAN
OPTOMAN offers the manufacturing expertise and R&D depth needed to advance the next generation of laser fusion optics. Whether you are specifying UV high-reflectors for a driver laser program, investigating coating lifetime at high repetition rates, or exploring custom IBS solutions for a specific wavelength and power regime, our team is ready to support your work. Reach out to discuss your project at optoman.com.